|
Silikon kalıplama
özetle 4 aşamada gerçekleşir:
1- Master bir model
(solda) etrafına silikon dökülerek (ortada)
oda sıcaklığında veya bir fırında daha yüksek sıcaklıklarda
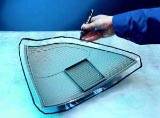
silikonun daha hızlı katılaşması (vulkanize olması) sağlanır.
Silikonda hava kabarcığı kalmaması için bu işlem vakum
altında yapılabilir. Model üzerine hava çıkış kanalları
bu esnada bağlanır (sağda).
 (Çizimler:
Ed Grenda, Castle Island Co.)
(Çizimler:
Ed Grenda, Castle Island Co.) |
2- Silikon kesilerek master model çıkarılır (solda).
Modelin karmaşıklığına göre ikiden fazla silikon kalıp
parçası oluşabilir. Yeniden silikon parçalar birleştirilerek
kalıp boşluğu (modelin negatif geometrisi) oluşturulur.
Sıvı haldeki silikonun her türlü detaya girmesi sayesinde
model üzerindeki parmak izleri kadar küçük pürüzler bile
mükemmel olarak kalıba yansır.
3- Sıvı haldeki
hammadde bu boşluğa dökülür (ortada). Silikon esnek
bir malzeme olmasına rağmen döküm çok düşük basınçlarda
(genellikle sadece yerçekimi kuvveti altında) gerçekleştiği
için kalıpta hassasiyete zarar verecek ölçüde bir esneme
veya deformasyon olmaz. Döküm sonrası sertleşme kimyasal
reaksiyonla veya (mum model imalatı örneğinde olduğu gibi)
soğuma ile gerçekleşir. İkinci durumda, malzemenin erime
sıcaklığının silikona zarar vermeyecek seviyede düşük
olması gerekir.
4- Silikon kalıp
açılarak parça çıkarılır (sağda): Silikonun esnekliği
sayesinde ters açıya sahip bile olsa silikon kalıp esnetilerek
parçadan kolaylıkla ayrılabilir. Böylece maçalı bir metal
kalıp ile üretilecek bir parçanın prototipi maçasız bir
silikon kalıpla rahatlıkla üretilebilir.
Aşağıda, bu işlemlere ait bir animasyon görülmektedir (Kaynak: Rapid Product Solutions,
1998):
Vakum döküm uygulamalı eğitim videosu:
İlk defa TurkCADCAM.net
Dergisi Ocak-Şubat 2006 Sayısı ile
birlikte verilen CD'de yer almış bu video, Ağustos 2008'de
TurkCADCAM.net portalından yayınlanmaya başlamıştır;
Silikon
Kalıplama, Vakum Döküm Eğitimi (Video, Süre 13:40)
Kaynak: MK Technology GmbH (www.mk-technology.com)
 Not:
Bu videonun daha yüksek çözünürlükteki versiyonunu indirmek için tıklayınız: Vacuum-Casting-MK-Tech.wmv (98MB) Not:
Bu videonun daha yüksek çözünürlükteki versiyonunu indirmek için tıklayınız: Vacuum-Casting-MK-Tech.wmv (98MB)
|
Malzeme Teknolojisi:
Silikon kalıplamanın hızlı prototip imalat sektöründe
yaygın olarak kullanılmasının ardında otoinşa teknolojileriyle
daha hızlı ve kolay master model imalatının etkisine
ek olarak, 1990'lı yıllarda önemli gelişmeler kaydedilen
iki temel malzeme teknolojisi vardır:
1- Kalıp Malzemesi
(RTV silikon): Sıvı halden katı lastik haline kısa
sürede ve büzülme-şişmeye uğramadan geçebilen şeffaf
silikon malzemeler. RTV (Room Temperature Vulcanizing
- oda sıcaklığında vulkanize olan) silikonlar istenirse
çabuk kür olması için daha sıcak bir ortamda bekletilebilir.
Çift komponentli RTV silikon malzemeler kalıba döküldüğünde
yüksek akışkanlıkları sayesinde master model üzerine
yüksek basınç uygulamadan modeli çevreleyerek parmak
izi gibi en küçük detayların ve yüzey desenlerin kalıplanabilmesini
sağlar.
RTV silikon
malzemelerden evvel ise sadece yüksek sıcaklıkta vulkanize
olabilen kauçuk/ silikon malzemeler kullanılıyordu.
Bu uygulamalarda, mat renkli ve macun kıvamında olan
ham kauçuk master model etrafına konulup basınç ve
yaklaşık 200 °C sıcaklık altında bir süre bekletilerek
moleküller arası çapraz
bağlama ile vulkanize olması sağlanır. Bunun dezavantajı,
modelin basınç ve sıcaklığa dayanabilecek bir mukavemette
olası gerekliliğidir. Bir dezavantajı da şeffaf olmadığı
için kesim sırasında kalıp ayırma noktalarının tespitinin
güç olmasıdır. Bunu yanında kauçuk kalıplar iki önemli
avantaja sahip olmaları sayesinde hala uygulama alanları
bulabilmektedir; Bu avantajların birisi kauçuk malzemenin
RTV silikona kıyasla düşük maliyeti, diğeri de vulkanize
kauçuk kalıpların daha esnek, mukavemetli ve sıcaklığa
dayanımlı olması sayesinde daha uzun ömürlü olmasıdır.
Yüksek sıcaklıkta vulkanize olan kauçuk kalıplar bu
avantajları sayesinde özellikle kuyumculuk
ve merkezkaç metal döküm uygulamalarında başarıyla
kullanılmaktadır.
 Sağda:
Bu tür kauçuk kalıpların kullanıldığı merkezkaç dökümde
zamak (Al ve Çinko alaşımı) gibi düşük ergime sıcaklıklı
metallerden kemer tokası, anahtarlık, çanta aksesuarları,
hediyelik eşya vs. gibi sektörlere yönelik karmaşık
geometrili parçalar hızlı ve kolay bir şekilde üretilmektedir.
Ayrıca bu teknik, seri imalatı pres metal döküm ile
yapılacak parçaların prototiplerini üretmekte de kullanılır.
Bu konuda daha fazla bilgiye malzeme ve ekipman üreticisi
ABD tabanlı bir firma olan TEKCAST web sitesinden
ulaşılabilir: www.tekcast.com Sağda:
Bu tür kauçuk kalıpların kullanıldığı merkezkaç dökümde
zamak (Al ve Çinko alaşımı) gibi düşük ergime sıcaklıklı
metallerden kemer tokası, anahtarlık, çanta aksesuarları,
hediyelik eşya vs. gibi sektörlere yönelik karmaşık
geometrili parçalar hızlı ve kolay bir şekilde üretilmektedir.
Ayrıca bu teknik, seri imalatı pres metal döküm ile
yapılacak parçaların prototiplerini üretmekte de kullanılır.
Bu konuda daha fazla bilgiye malzeme ve ekipman üreticisi
ABD tabanlı bir firma olan TEKCAST web sitesinden
ulaşılabilir: www.tekcast.com
2- Prototip Malzemesi
(epoksi, poliüretan): Sıvı halde bulunan iki kimyasal
birbiriye karıştırılarak kısa sürede oluşan bir kimyasal
reaksiyonla katı hale (seri imalatta kullanılan birçok
termoplastiğin mekanik özelliklerine benzer bir yapıya)
dönüşebilir. Bu maddelerle şeffaf ve elastik parça da
üretilebilir.
|
Uygulama Örneği:
Aşağıda ise, silikon kalıp cihazları ve malzemleri sunan
başlıca firmadan biri olan MCP-HEK
GmbH firmasının örnek bir uygulaması detaylarıyla
verilmiştir: |
|
|
1- Çoğaltılması istenen
bir otomobil far kapağı modeli, silikon kalıplama hazırlığı
için öncelikle temizlenir, gerekirse belli kalıp ayırıcı
sıvılarla kaplanır. |
|
|
2- Modelin kalıp ayırma
kenarlarına şeffaf bant yapıştırılır ve bantın kolay görülebilmesi
için keçeli bir kalemle boyanır. |
|
|
3- Model bir kaba tellerle
askıya alınarak yerleştirilir. Hava tahliye kanalları
bu safhada düşünülerek modele eklenmiştir. |
|
|
4- Çift komponentli RTV
silikon malzeme model etrafına dökülür. |
|
|
5- Vakum altında tutulan
bir fırında hava kabarcıkları alınır ve fırın biraz ısıtılarak
silikonun daha hızlı bir şekilde vulkanize (kür) olarak
sertleşmesi sağlanır. |
|
|
6- Sertleşen silikon
falçata ile kesilir. Bu esnada, 2. safhada yerleştirilen
kenarı boyalı bant kolaylık sağlar. |
|
|
7- Silikon kalıp ayrılarak
master model çıkartılır. |
|
|
8- Kalıp, döküm için
yeniden kapanır. Hem ayırma kolaylığı hem de silikonun
ömrünü uzatmak için bazı kalıp ayırıcılar silikon iç yüzeyine
tatbik edilebilir. Bant kullanılarak sıkıca parçalar birbirine
bağlanır. |
|
|
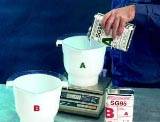
9- Tartılarak gerekli
ölçüde parça malzemesi birbirine karıştırılır. |
 |
10- Kabarcıkları önlemek
için bir vakum odasında döküm gerçekleşir. |
 |
11- Kısa sürede sertleşen
malzeme silikon kalıptan ayrılır. |
 |
12- Malzeme giriş ve
hava çıkış kanallarında biriken sertleşmiş malzeme kasilerek
parça temizlenir. |
 |
13- Üreim sonrası hassasiyet
ve tolerans kontrolü yapılır. |
 |
14- Aynı kalıpla üretilmiş
değişik renkte far modelleri |
Mücevher
imalatında silikon kalıp kullanımı:
 Kuyumculuk
sektöründe ise çok daha karmaşık silikon kalıplar seri
imalatta hassas metal (altın veya gümüş) döküm için
mum model üretiminde yaygın ve etkili bir şekilde kullanılırlar.
Solda, bir yüzük imalatında kullanılan çok parçalı karmaşık
bir silikon kalıp görülmektedir. Yüksek esnekliği, dayanımı,
uzun ömrü ve düşük maliyeti sayesinde yüksek sıcaklıkta
vulkaniza olan kauçuk kalıplar da kuyumculuk sektöründe
tercih edilmektedir. Bu durumda master yüzük modelinin
basınç ve sıcaklığa dayanımlı olması gerekir. Aynı zamanda
kauçuk şeffaf olmadığı için master modelin ayırma noktalarını
keserek çıkartmak daha güçtür. (Uygulama
Sahaları > Kuyumculuk
> Meiko) Kuyumculuk
sektöründe ise çok daha karmaşık silikon kalıplar seri
imalatta hassas metal (altın veya gümüş) döküm için
mum model üretiminde yaygın ve etkili bir şekilde kullanılırlar.
Solda, bir yüzük imalatında kullanılan çok parçalı karmaşık
bir silikon kalıp görülmektedir. Yüksek esnekliği, dayanımı,
uzun ömrü ve düşük maliyeti sayesinde yüksek sıcaklıkta
vulkaniza olan kauçuk kalıplar da kuyumculuk sektöründe
tercih edilmektedir. Bu durumda master yüzük modelinin
basınç ve sıcaklığa dayanımlı olması gerekir. Aynı zamanda
kauçuk şeffaf olmadığı için master modelin ayırma noktalarını
keserek çıkartmak daha güçtür. (Uygulama
Sahaları > Kuyumculuk
> Meiko)
Kaynak:
TurkCADCAM.net |